






電子デバイス等の機構部品のバリ取りなどは、数の多さ(百万個単位)からサンドブラスト加工(処理)が多用されていますが、従来機(エプロンタイプ・ローラータイプ・ドラムタイプ)の欠点である
- ワークの横(ローラーの軸)方向への広がり(ワークの分散)
- ベルト上のワークの“すべり落ち”によるワーク反転不足(ブラスト偏り)
- ワークの落差が大きいので、ワーク同士がぶつかりキズや曲がり等が発生(不良の一因)
- ワークを金アル等に入れるも、ブラスト時間が長く非効率な加工(コスト高)
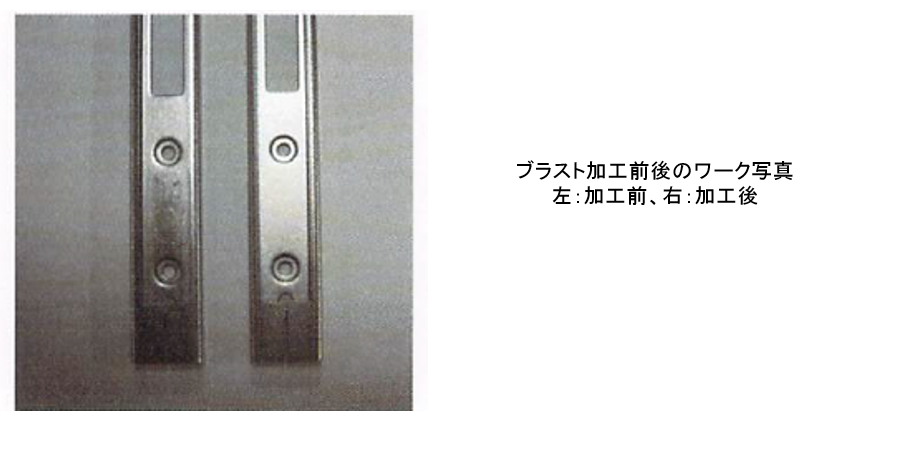
等の、原因によりワークの「ブラストムラ」「キズ」「曲がり」が多く発生し(25%~30%の不良)、多大な経営ロスになっておりました。そこで当社が開発したブラスト装置(バレルック)では、このようなブラストムラ(不良)等の発生を皆無にする方式を開発いたしました。
紡錘形8面体のバレル方式(バレルック)
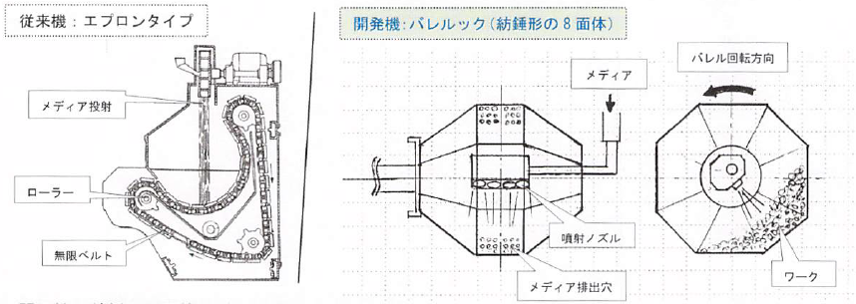
特徴(長所):ブラストムラ(不良)等の発生が皆無
- 紡錘形をした8面体の缶体を、低速回転させながら紡錘形の最大径部の回転中心付近よりメディアを噴出
- 缶体内に角が存在するので、ワークがすべり落ちることなく確実に反転する
- さらには、缶体が紡錘形のため、缶体が回転する程にワークが紡錘形の最大径(中心)部に集まる
- 中心部(比較的幅の広い範囲)に集まったワークを狙ってメディアを噴出する